









Selecting the right Printed Circuit Board (PCB) is a pivotal decision that affects the performance, reliability, and lifecycle of your electronic products. With the increasing complexity of electronic devices, the process of choosing the best PCB demands a deep understanding of technical requirements, material science, manufacturing processes, and quality standards. This extensive guide delves into every detail you need to consider when selecting the ideal PCB for your project.
1. Understand Your Application Requirements
The foundation of selecting the best PCB lies in understanding the specific requirements of your application. The operating environment, electrical demands, and physical constraints dictate the type of PCB suitable for your needs.
Critical Questions to Address:
- Environmental Conditions: Will the PCB operate in extreme temperatures, high humidity, or corrosive environments?
- Electrical Demands: What are the voltage, current, and frequency requirements?
- Mechanical Constraints: Does the application require the PCB to be flexible or withstand high mechanical stresses?
- Regulatory Compliance: Are there specific certifications or standards the PCB must meet (e.g., ISO 13485 for medical devices or MIL-STD for military applications)?
Case Study: For aerospace applications, where reliability is non-negotiable, selecting a PCB that meets stringent thermal and vibration standards, such as IPC-6012DS for space and military PCBs, is essential.

2. PCB Types and Their Applications
Different types of PCBs cater to varying levels of complexity, performance, and durability. Understanding their applications can help in making the right choice.
Common PCB Types:

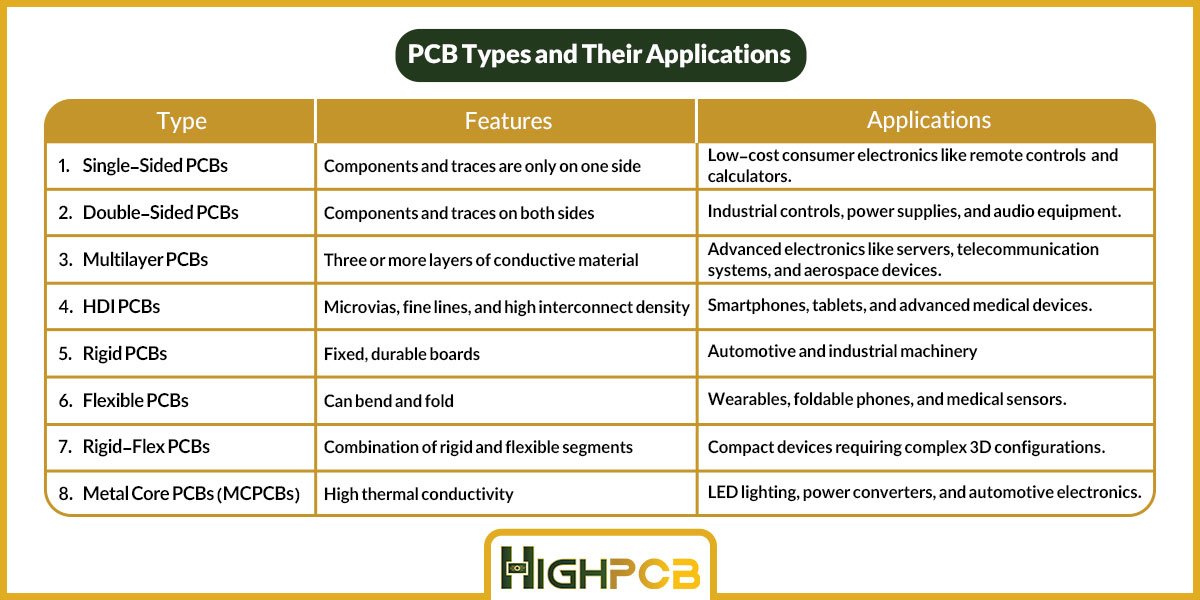
- Single-Sided PCBs:
- Features: Components and traces are only on one side.
- Applications: Low-cost consumer electronics like remote controls and calculators.
- Double-Sided PCBs:
- Features: Components and traces on both sides.
- Applications: Industrial controls, power supplies, and audio equipment.
- Multilayer PCBs:
- Features: Three or more layers of conductive material.
- Applications: Advanced electronics like servers, telecommunication systems, and aerospace devices.
- HDI (High-Density Interconnect) PCBs:
- Features: Microvias, fine lines, and high interconnect density.
- Applications: Smartphones, tablets, and advanced medical devices.
- Rigid PCBs:
- Features: Fixed, durable boards.
- Applications: Automotive and industrial machinery.
- Flexible PCBs:
- Features: Can bend and fold.
- Applications: Wearables, foldable phones, and medical sensors.
- Rigid-Flex PCBs:
- Features: Combination of rigid and flexible segments.
- Applications: Compact devices requiring complex 3D configurations.
- Metal Core PCBs (MCPCBs):
- Features: High thermal conductivity.
- Applications: LED lighting, power converters, and automotive electronics.
Material Selection for Optimal Performance
The material composition of a PCB is crucial in determining its electrical, thermal, and mechanical properties.
Key PCB Materials:
- FR4 (Flame Retardant 4):
- Pros: Cost-effective, high dielectric strength, suitable for general-purpose applications.
- Cons: Limited thermal conductivity.
- Rogers Laminates:
- Pros: Low dielectric loss, stable at high frequencies, excellent for RF and microwave designs.
- Applications: 5G antennas, satellite communication systems.
- Ceramic Substrates:
- Pros: Superior thermal conductivity, high electrical insulation.
- Applications: Aerospace, military, and high-power devices.
- Polyimide:
- Pros: High-temperature resistance, flexible.
- Applications: Flexible and rigid-flex PCBs for automotive and medical devices.
- Metal Cores (Aluminum, Copper):
- Pros: Exceptional heat dissipation.
- Applications: High-power LEDs, motor drives.
Material Considerations:
- For high-speed circuits, opt for materials with low dielectric constant (Dk) and low dissipation factor (Df).
- For high-power applications, prioritize materials with excellent thermal management properties.

4. Manufacturer Selection: The Key to Quality
The manufacturer you choose significantly impacts the quality, reliability, and delivery timelines of your PCB.
Attributes of a Reliable Manufacturer:
- Certifications: Ensure the manufacturer complies with IPC standards (e.g., IPC-6012 for rigid PCBs) and industry-specific certifications (ISO 9001, ISO 13485).
- Experience: Look for manufacturers with expertise in your application area.
- Technology Capabilities: Confirm their ability to produce advanced designs such as HDI, microvias, or embedded components.
- Customization Options: A good manufacturer should provide tailored solutions to meet your specific needs.
Example: HIGHPCB, with its state-of-the-art facilities and strict quality control, is a trusted partner for clients requiring high-precision PCBs for medical and industrial applications.

5. Advanced Design Considerations
Designing a PCB that meets functional and performance requirements is as critical as choosing the right materials and manufacturer.
Key Design Elements:
- Impedance Control: Critical for high-frequency designs to minimize signal loss.
- Thermal Management: Use thermal vias, heat sinks, and copper pours to dissipate heat.
- Layer Stack-Up: Properly plan signal, ground, and power layers to optimize performance.
- Panelization: Arrange multiple boards on a single panel to reduce manufacturing costs.
Tools and Resources:
- Use software like Altium Designer, Eagle, or OrCAD for accurate design layouts.
- Leverage simulation tools for signal integrity and thermal analysis.
6. Prototyping and Testing
Prototyping is a crucial step to validate the design before moving to mass production.
Testing Techniques:
- Automated Optical Inspection (AOI): Detects surface defects like missing components or solder issues.
- X-Ray Inspection: Verifies the quality of solder joints and internal layers.
- Functional Testing: Ensures the PCB performs as expected under real-world conditions.
- Environmental Testing: Simulates operating conditions to test durability and reliability.
Best Practices: Partner with a manufacturer that offers in-house prototyping and testing to save time and ensure quality.

7. Cost and Time Management
Balancing cost and quality is essential, especially for large-scale production.
Cost Influencers:
- PCB type and material selection.
- Complexity of design (e.g., number of layers, use of microvias).
- Volume of production (prototype vs. mass production).
Time-Saving Tips:
- Use a manufacturer with quick-turn capabilities for rapid prototyping.
- Clearly communicate your requirements to avoid delays.

Conclusion
Choosing the best PCB is a multifaceted process requiring a deep understanding of application requirements, material properties, design principles, and manufacturing capabilities. By following this guide, you can make informed decisions that enhance the performance, reliability, and cost-effectiveness of your projects.
For premium-quality PCBs tailored to your needs, HIGHPCB stands out as a leader in innovation, reliability, and customer satisfaction. Contact us today to explore how we can help bring your electronic designs to life.






